
发那科32i-A数控系统组成部分
一般的数控系统主要由三大部分组成1.主系统控制系统2.伺服系统3.发那科32i-A数控系统位置测量系统。
1.主系统控制系统主要是按照加工工件程序进行插补运算,发出控制指令到伺服驱动系统;控制系统主要由总线、CPU、电源、存贮器、操作面板和显示屏、位控单元、可编程序控制器逻辑控制单元以及数据输入/输出接口等组成。还包括一个通讯单元,它可完成CNC、PLC的内部数据通讯和外部高次网络的连接。
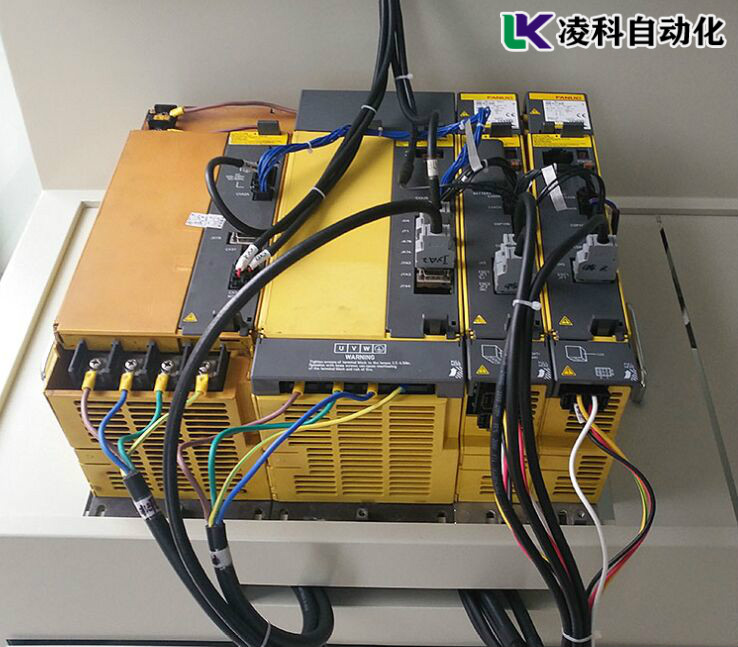
2.伺服驱动系统将控制指令放大,由伺服电机驱动机械按要求运动;伺服驱动系统主要包括伺服驱动装置和电机。
3.测量系统检测机械的运动位置或速度,并反馈到控制系统,来修正控制指令。位置测量系统主要是采用长光栅或圆光栅的增量式位移编码器。
正是这这三部分系统的结合,才可以组成完整的闭环控制的数控系统。但也正因如此,发那科32i-A数控系统维修问题也变得很复杂。下面本文就将具体介绍几种常见的发那科32i/A数控系统维修方法:

发那科32i-A数控系统维修方法
1.在对发那科数控系统进行具体的维修操作之前,首先要与当场的操作人员充分沟通
现场操作人员是与数控系统,数控机场接触多的人,操作人员也是各种故障的发现人。因此,当故障发生后,维修人员一般不要急于动手,先与操作人员进行充分的沟通,要仔细询问故障发生时机床处在什么工作状态、表现形式、产生的后果、是否是误操作,故障能否再现等,这样有助于维修人员快速分析和判断故障原因。
2.数控系统都有**的诊断功能,可以利用数控系统的自我诊断
一般发那科32i-A数控系统都有较为完备的自诊断系统,数控系统上电初始化时或运行中均能对自身或接口做出**范围的自诊断。维修人员应熟悉系统自诊断各种故障信息。根据说明书进行分析以确定故障范围,定位故障元器件,对于进口的数控系统一般只能定位到板级,其片级维修一般可依靠各数控系统的厂家售后维修部门。
3.利用PLC程序的逻辑查找
现在一般数控管理系统均带有PLC控制器,大多为内置式PLC控制。维修人员应根据梯形图对机床控制电器进行分析,在CRT上直观地看出CNC系统I/O的状态。通过PLC程序的逻辑分析,进口泵方便地检查出问题存在部位,如FANUC-OT系统中自诊断页面等。根据图纸PLC梯图进行分析,定位机床数控管理系统接口故障,以确定故障部位是机械、电器、液压还是气动故障。

